
مطالعه موردی نشتی در اتصالات جوشی خطوط لوله تحلیل علل ریشهای (Root Cause Analysis)، روشهای بازرسی و راهکارهای پیشگیری
مطالعه موردی نشتی در اتصالات جوشی خطوط لوله
تحلیل علل ریشهای، روشهای بازرسی و راهکارهای پیشگیری
📑 فهرست مطالب
فصل ۱: مقدمه • فصل ۲: معرفی پروژه • فصل ۳: مشخصات فنی • فصل ۴: علائم و تشخیص • فصل ۵: تحلیل شکست • فصل ۶: RCA • فصل ۷: اقدامات اصلاحی • فصل ۸: اقدامات پیشگیرانه • فصل ۹: درسها • فصل ۱۰: جمعبندی📌 فصل اول: مقدمه
🔹 اهمیت آببندی در سیستمهای پایپینگ
سیستمهای پایپینگ در صنایع نفت، گاز، پتروشیمی، نیروگاهی و صنایع فرآیندی، شریانهای حیاتی انتقال سیالات محسوب میشوند. هرگونه نشتی در این سیستمها میتواند عواقب جبرانناپذیری به همراه داشته باشد. اتصالات جوشی (Butt-Weld Fittings) به دلیل استحکام مکانیکی بالا، یکپارچگی ساختاری و مقاومت در برابر فشار و دما، پرکاربردترین نوع اتصالات در خطوط لوله هستند. برای آشنایی بیشتر با انواع اتصالات جوشی میتوانید به صفحه مربوطه مراجعه کنید.
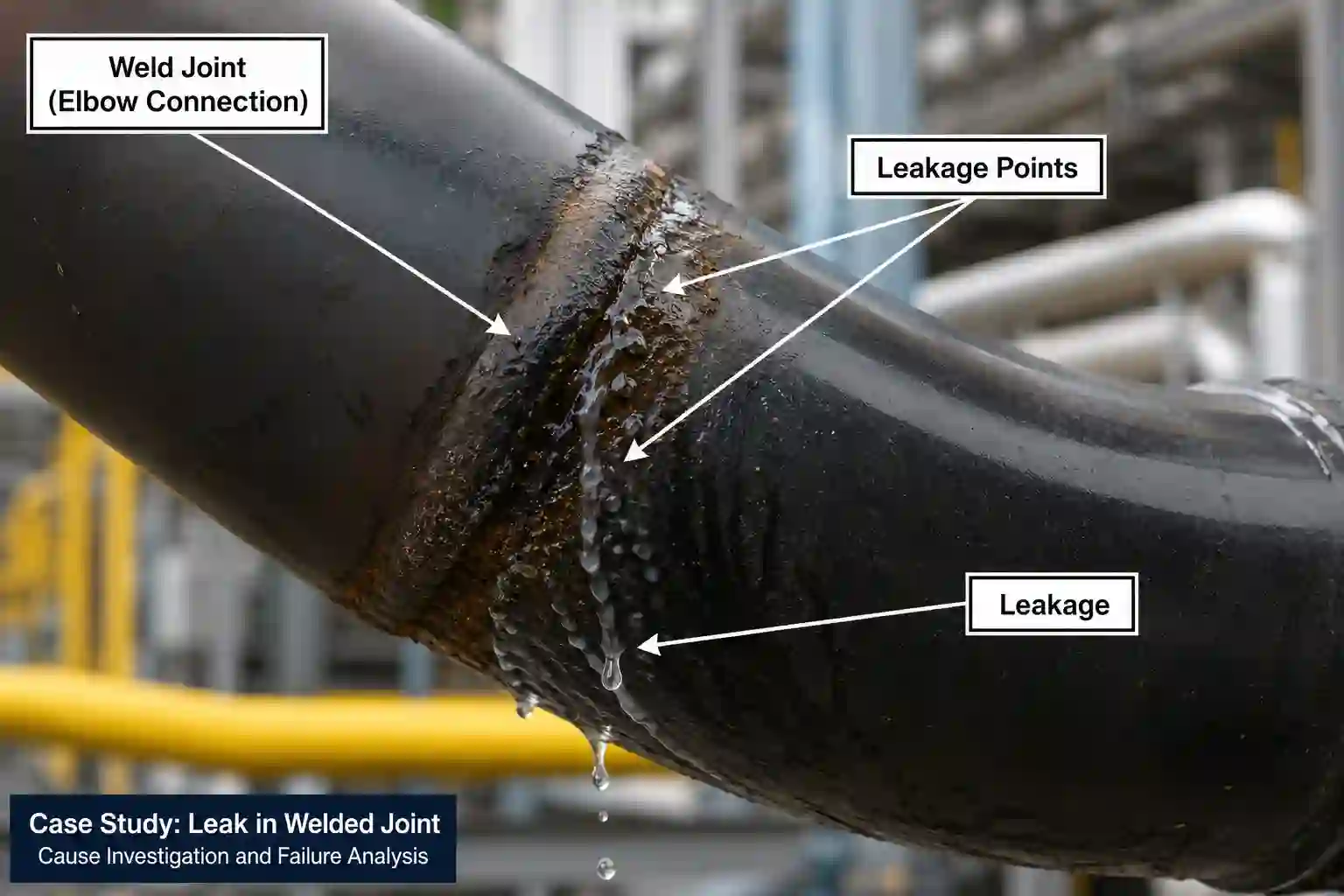
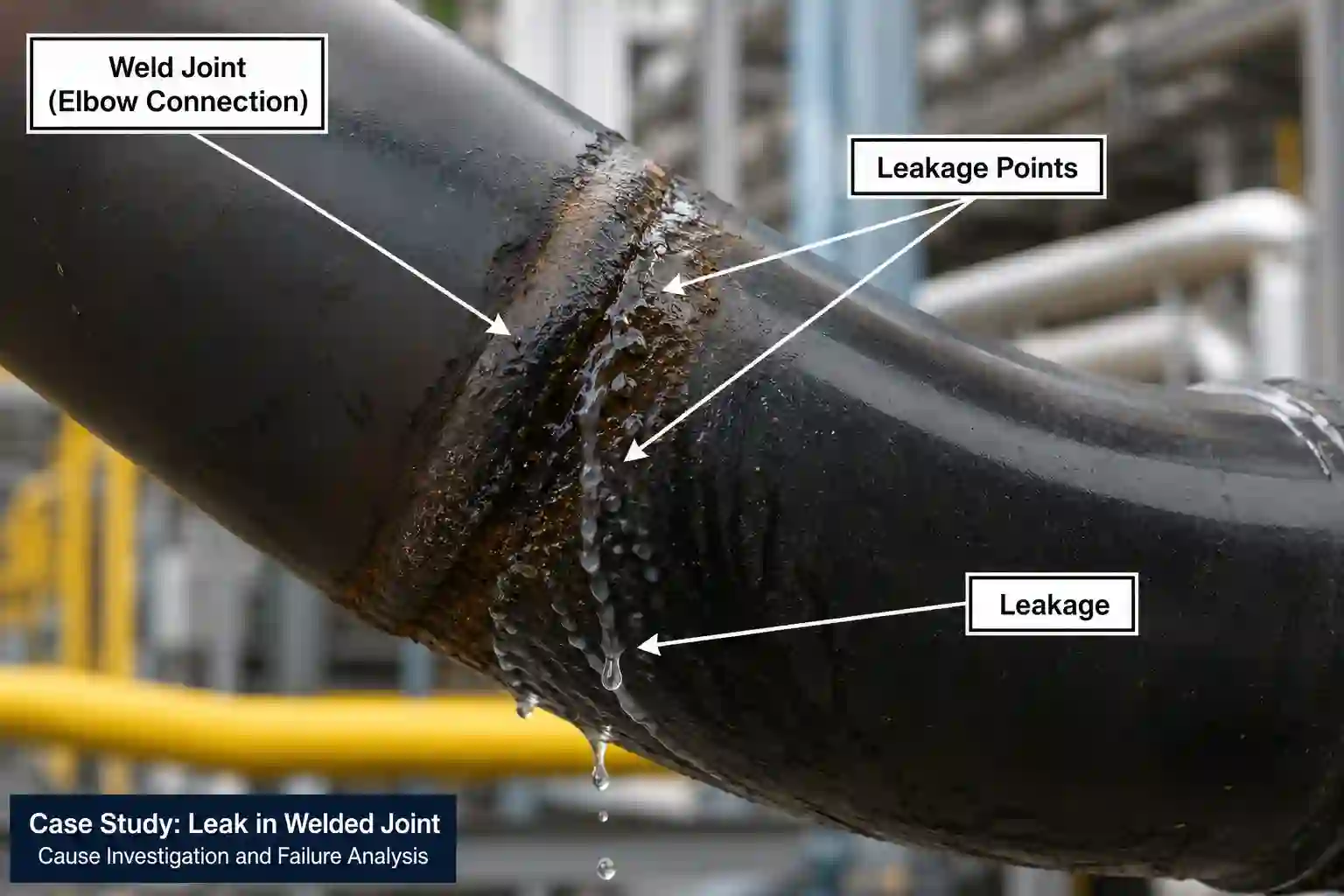
با این حال، حتی یک جوش باکیفیت نیز در صورت عدم رعایت پارامترهای فرآیندی، انتخاب نادرست مواد مصرفی، یا اعمال تنشهای خارج از طراحی، میتواند منشأ نشتی شود. در این مطالعه موردی، به بررسی دقیق یک حادثه نشتی در یک اتصال جوشی زانویی (Elbow) در یک خط انتقال بخار میپردازیم.

تصویر ۱: نمای کلی خطوط لوله و اتصالات جوشی در یک پالایشگاه
🔹 هزینههای ناشی از نشتی
هزینههای نشتی در خطوط لوله را میتوان به چهار دسته اصلی تقسیم کرد:
| نوع هزینه | شرح | میزان تقریبی |
|---|---|---|
| هزینه تعمیرات اضطراری | نیروی انسانی، تجهیزات، مواد مصرفی، تعویض قطعات | ۳ تا ۵ برابر هزینه برنامهریزیشده |
| هزینه توقف تولید | هر ساعت توقف در یک پالایشگاه | تا ۲ میلیون دلار |
| هزینههای ایمنی | تجهیزات ایمنی، آموزش، حفاظت فردی | متغیر |
| هزینههای زیستمحیطی | پاکسازی، جریمه، جبران خسارت | تا میلیونها دلار |
📌 آمار کلیدی
بر اساس گزارشهای صنعتی، بیش از ۴۰ درصد از حوادث صنعتی در تأسیسات نفت و گاز، ناشی از نشتی در اتصالات و خطوط لوله است.
🔹 خطرات ایمنی
نشتی در سیستمهای پایپینگ میتواند منجر به:
- 🔥 آتشسوزی و انفجار (در سیالات قابل اشتعال)
- ☠️ نشت گازهای سمی مانند سولفید هیدروژن (H₂S)
- 🔥 سوختگی حرارتی (در خطوط بخار و سیالات داغ)
- ⚠️ آسیبهای مکانیکی ناشی از برخورد سیال با فشار بالا
🔹 خسارتهای زیستمحیطی
نشت مواد نفتی و شیمیایی به محیطزیست، یکی از پرهزینهترین و جبرانناپذیرترین خسارتهای صنعتی است:
- آلودگی خاک و آبهای زیرزمینی
- آسیب به اکوسیستمهای آبی و خشکی
- هزینههای سنگین پاکسازی (تا دهها میلیون دلار)
- جریمههای سنگین نهادهای نظارتی (EPA، سازمان محیطزیست)
🔹 توقف تولید
توقف تولید در صنایع فرآیندی، بزرگترین هزینهی عملیاتی محسوب میشود:
| صنعت | هزینه هر ساعت توقف |
|---|---|
| پالایشگاه نفت | $۱.۵–۲ میلیون |
| پتروشیمی | $۱–۱.۵ میلیون |
| نیروگاه | $۵۰۰–۸۰۰ هزار |
| خطوط انتقال گاز | $۳۰۰–۵۰۰ هزار |
🏭 فصل دوم: معرفی پروژه (مطالعه موردی)
🔹 مشخصات کلی پروژه
پروژه مورد مطالعه، یکی از پالایشگاههای گازی در منطقه جنوب کشور است که وظیفه فرآوری گاز طبیعی و تولید محصولات جانبی را بر عهده دارد. واحد مورد بررسی، واحد بازیابی گوگرد (SRU) و خطوط انتقال بخار فوقداغ (Superheated Steam) مربوط به آن است.

تصویر ۲: نمای کلی واحد بازیابی گوگرد (SRU) پالایشگاه
| پارامتر | مقدار |
|---|---|
| نوع پروژه | پالایشگاه گازی |
| واحد عملیاتی | واحد بازیابی گوگرد (SRU) |
| سیال | بخار فوقداغ (Superheated Steam) |
| فشار طراحی | ۲۵ بار (۳۶۲ psi) |
| دمای طراحی | ۲۲۰ درجه سانتیگراد |
| خط لوله | ۸ اینچ، Schedule 40 |
🔹 شرح حادثه
این حادثه در مرحله هیدروتست (Hydrotest) پس از اتمام عملیات نصب و جوشکاری رخ داد. در حین انجام تست هیدرواستاتیک با فشار ۱.۵ برابر فشار طراحی (معادل ۳۷.۵ بار)، نشتی در یکی از زانوییهای (Elbow) ۸ اینچ در مسیر برگشت بخار (Condensate Return Line) مشاهده شد.
| مرحله | زمان |
|---|---|
| اتمام جوشکاری | روز اول |
| انجام هیدروتست | روز سوم |
| مشاهده نشتی | حین هیدروتست |
| توقف عملیات | بلافاصله |
نحوه تشخیص: نشتی به صورت قطرات آب از ناحیه سطح خارجی جوش (Weld Toe) در ناحیه اینترادوس (Intrados) زانویی مشاهده شد. با افزایش فشار، شدت نشتی افزایش یافته و به صورت پاشش آب (Water Spray) درآمد.
📐 فصل سوم: مشخصات فنی قطعات و مواد مصرفی
🔹 مشخصات لوله (Pipe)
| مشخصه | مقدار |
|---|---|
| Standard | ASTM A106 |
| Grade | B (کربن استیل) |
| Nominal Size (NPS) | ۸ اینچ |
| Schedule | SCH 40 |
| OD | ۲۱۹.۱ میلیمتر |
| WT | ۸.۱۸ میلیمتر |
| Seamless / Welded | Seamless (بدون درز) |
🔹 مشخصات اتصال (Fitting) – زانویی ۹۰ درجه
| مشخصه | مقدار |
|---|---|
| Standard | ASME B16.9 / ASTM A234 |
| Grade | ASTM A234 WPB |
| Type | 90° Long Radius (LR) Elbow |
| Nominal Size | ۸ اینچ |
| Schedule | SCH 40 |
| Bend Radius | ۱.۵D = ۳۰۴.۸ میلیمتر |
| Manufacturing | Seamless |
🔹 مشخصات فرآیند جوشکاری (WPS)
| پارامتر | مقدار |
|---|---|
| Welding Process | GTAW (Root) + SMAW (Fill & Cap) |
| Filler Metal (GTAW) | ER70S-2 (Ø 2.4 mm) |
| Filler Metal (SMAW) | E7018 (Ø 3.2 mm) |
| Root Gap | ۲–۳ میلیمتر |
| Included Angle | ۶۰–۷۰ درجه |
| Preheat Temperature | ۱۰۰–۱۵۰°C |
| Interpass Temperature | ≤ ۲۵۰°C |
| PWHT | انجام نشده |
| Welder Qualification | ASME Section IX |
🔹 شرایط عملیاتی
| پارامتر | مقدار |
|---|---|
| سیال | بخار فوقداغ (Superheated Steam) |
| فشار کاری | ۲۵ بار (۳۶۲ psi) |
| فشار طراحی | ۲۵ بار |
| فشار هیدروتست | ۳۷.۵ بار |
| دمای کاری | ۲۲۰°C |
| دمای طراحی | ۲۶۰°C |
| سیکل کاری | پیوسته (Continuous) |
🔬 فصل چهارم: علائم اولیه و روشهای تشخیص نشتی
🔹 علائم اولیه قبل از هیدروتست
قبل از انجام هیدروتست، هیچ نشانهای از نشتی یا مشکل در اتصال وجود نداشت. بازرسی چشمی (Visual Inspection) اولیه پس از جوشکاری، هیچ گونه عیب سطحی مانند Undercut، Porosity سطحی یا ترک را نشان نداد. با این حال، عدم انجام بازرسی مرحلهای (In-Process Inspection) و تستهای غیرمخرب پیشرفته (NDT) پیش از هیدروتست، یکی از عوامل کلیدی در بروز این حادثه بود.
🔹 علائم در حین هیدروتست
| علامت | شرح |
|---|---|
| 🔹 افت فشار | افت فشار محسوس در گِیج (Gauge) حدود ۰.۵ بار |
| 🔹 نشتی قابل مشاهده | قطرات آب از ناحیه جوش |
| 🔹 صدا | صدای سوت (Whistling) خفیف در فشار بالا |
| 🔹 لرزش | لرزش خفیف در خط لوله اطراف اتصال |
| 🔹 خوردگی | هیچگونه خوردگی قابل مشاهده نبود |
🔹 روشهای تشخیص نشتی
برای تشخیص دقیق منشأ نشتی، از روشهای زیر استفاده شد:
۱. بازرسی چشمی (Visual Inspection - VT)
نتیجه: یک ترک ریز (Fine Crack) به طول تقریبی ۱۲ میلیمتر در ناحیه Weld Toe (محل اتصال جوش به فلز پایه) در سمت اینترادوس (داخل قوس) زانویی مشاهده شد.
۲. تست نفوذ مایعات (Dye Penetrant Testing - PT)
نتیجه: ترک به وضوح با رنگ قرمز (Indication) مشخص شد. عمق ترک قابل تخمین نبود.
۳. تست فراصوت (Ultrasonic Testing - UT)
نتیجه: یک نقص حجمی (Volumetric Defect) در ناحیه جوش تشخیص داده شد که با استفاده از روش تست زاویهدار (Angle Beam)، موقعیت دقیق آن مشخص گردید.
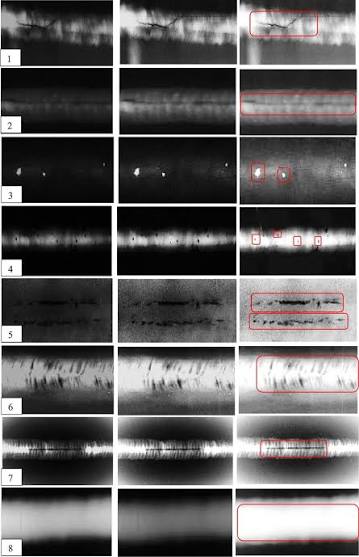
۴. رادیوگرافی (Radiographic Testing - RT)
نتیجه: تصاویر رادیوگرافی نشاندهنده یک ترک طولی (Longitudinal Crack) در ناحیه جوش به همراه تخلخلهای ریز (Fine Porosity) در مجاورت آن بود.
۵. بازرسی با بوروسکوپ (Borescope Inspection)
نتیجه: بررسی داخلی اتصال نشان داد که نفوذ ناقص (Lack of Penetration) در بخش کوچکی از ریشه جوش (Root) وجود دارد که منشأ ترک بوده است.
🔬 فصل پنجم: تحلیل شکست (Failure Analysis)
🔹 طبقهبندی عیوب جوش مشاهدهشده
بر اساس نتایج آزمایشهای NDT، عیوب زیر در اتصال جوشی شناسایی شد:
| ردیف | نوع عیب | شرح | محل |
|---|---|---|---|
| ۱ | Lack of Fusion (LOF) | عدم اتصال لایههای جوش به یکدیگر | ناحیه Fill |
| ۲ | Lack of Penetration (LOP) | نفوذ ناقص ریشه جوش | ناحیه Root |
| ۳ | Porosity | حبابهای گاز محبوسشده در جوش | پراکنده |
| ۴ | Slag Inclusion | باقیمانده سرباره در جوش | ناحیه Fill |
| ۵ | Hydrogen Crack | ترک ناشی از هیدروژن | Weld Toe |
| ۶ | Undercut | شیار زیر بریده در کناره جوش | Weld Toe |
🔹 تحلیل میکروساختاری (Metallurgical Analysis)
نمونهبرداری از ناحیه جوش و فلز پایه برای آنالیز متالورژی انجام شد:
۱. ناحیه HAZ (Heat Affected Zone)
| پارامتر | مقدار مشاهدهشده | مقدار مجاز |
|---|---|---|
| سختی (Hardness) | HV ۲۸۰–۳۲۰ | ≤ HV ۲۵۰ |
| ریزساختار | مارتنزیت + بینیت (Martensite + Bainite) | فریت + پرلیت |
| اندازه دانه | درشت (Coarse Grained) | ریز (Fine Grained) |
⚠️ نتیجه
سختی بالای HAZ ناشی از نرخ سرد شدن سریع (High Cooling Rate) بوده که منجر به تشکیل ساختار شکننده مارتنزیتی شده است.
۲. تحلیل تنشهای پسماند (Residual Stress)
نتیجه: تنشهای پسماند در ناحیه جوش به دلیل عدم انجام PWHT و ورود حرارت بالا (High Heat Input) بسیار زیاد بوده است.
🔹 بررسی طراحی و تنشهای مکانیکی (Design Review)
برای بررسی نقش طراحی در بروز نشتی، عوامل زیر مورد ارزیابی قرار گرفت:
| عامل | بررسی | نتیجه |
|---|---|---|
| تنشهای مکانیکی | محاسبه با CAESAR II | تنش در محدوده مجاز (ASME B31.3) |
| Pipe Support | موقعیت و نوع تکیهگاهها | نامناسب – فاصله تکیهگاهها زیاد |
| Expansion Loop | انبساط حرارتی | لحاظ نشده در طراحی |
| Nozzle Load | بار وارد بر اتصالات | در محدوده مجاز |
| Alignment | هممحوری خطوط | ۲ میلیمتر انحراف (محسوس) |
📌 نتیجه اصلی
طراحی تکیهگاههای لوله (Pipe Supports) نامناسب و عدم لحاظ انبساط حرارتی باعث اعمال تنشهای خمشی اضافی (Bending Stress) بر روی اتصال جوشی شده است.
🧩 فصل ششم: تحلیل علت ریشهای (Root Cause Analysis - RCA)
🔹 روش ۵ Why (پنج چرا)
برای شناسایی علت ریشهای حادثه، از روش ۵ Why استفاده شد:
❓ چرا نشتی رخ داد؟
→ به دلیل وجود ترک در ناحیه جوش
❓ چرا ترک در ناحیه جوش ایجاد شد؟
→ به دلیل تشکیل ساختار مارتنزیتی شکننده در HAZ
❓ چرا ساختار مارتنزیتی در HAZ تشکیل شد؟
→ به دلیل نرخ سرد شدن سریع جوش و عدم انجام PWHT
❓ چرا نرخ سرد شدن سریع بود و PWHT انجام نشد؟
→ به دلیل عدم کنترل مناسب پارامترهای جوشکاری (Heat Input و Preheating)
❓ چرا پارامترهای جوشکاری کنترل نشد؟
→ به دلیل عدم صلاحیت کافی جوشکار و نبود نظارت کافی بر فرآیند جوشکاری
🎯 علت ریشهای
عدم صلاحیت کافی جوشکار و نبود نظارت موثر بر فرآیند جوشکاری منجر به انحراف از WPS معتبر و در نهایت شکست اتصال گردید.
🔹 نمودار استخوان ماهی (Fishbone / Ishikawa Diagram)
محیط (Environment) مواد (Material)
│ │
▼ ▼
┌──────────────────┐ ┌──────────────────┐
│ • باد شدید در محل │ │ • عدم تطابق Material│
│ • رطوبت بالا │ │ • Heat No. نامشخص │
└──────────────────┘ └──────────────────┘
│ │
└──────────┬───────────┘
│
▼
┌──────────────────────┐
│ 🔴 نشتی در اتصال │
│ جوشی زانویی │
└──────────────────────┘
│
┌──────────┴───────────┐
│ │
▼ ▼
┌──────────────────┐ ┌──────────────────┐
│ • WPS نامناسب │ │ • تکیهگاهها │
│ • تنظیم نادرست │ │ نامناسب │
│ پارامترها │ │ • عدم انبساط │
└──────────────────┘ └──────────────────┘
│ │
▼ ▼
روش (Method) ماشینآلات (Machine)
🔹 نمودار درخت خطا (Fault Tree Analysis - FTA)
┌─────────────────────────┐
│ نشتی در اتصال جوشی │
│ زانویی ۸ اینچ │
└─────────────────────────┘
│
┌──────────────┴──────────────┐
│ │
▼ ▼
┌─────────────────┐ ┌─────────────────┐
│ عیب در جوش │ │ تنشهای خارجی │
└─────────────────┘ └─────────────────┘
│ │
┌──────┴──────┐ ┌───────┴───────┐
│ │ │ │
▼ ▼ ▼ ▼
┌───────┐ ┌───────┐ ┌────────────┐ ┌────────────┐
│ LOF │ │ LOP │ │ Pipe │ │ Thermal │
│ │ │ │ │ Support │ │ Expansion │
└───────┘ └───────┘ └────────────┘ └────────────┘
│ │ │ │
└──────┬──────┘ └───────┬───────┘
│ │
▼ ▼
┌─────────────────┐ ┌─────────────────┐
│ عدم صلاحیت │ │ طراحی │
│ جوشکار │ │ نامناسب │
└─────────────────┘ └─────────────────┘
│ │
└──────────────┬──────────────┘
│
▼
┌─────────────────────────┐
│ 🔴 علت ریشهای: │
│ عدم نظارت و کنترل کیفیت │
└─────────────────────────┘
🛠️ فصل هفتم: اقدامات اصلاحی (Corrective Actions)
پس از شناسایی علت ریشهای، اقدامات اصلاحی زیر انجام شد:
🔹 ۱. تعویض اتصال معیوب
- اقدام: برش اتصال معیوب و تعویض با یک زانویی جدید از همان مشخصات
- تأمینکننده: ایران اتصل آسیا (با تأییدیه EN 10204 3.1)
- نتیجه: حذف کامل ناحیه معیوب
🔹 ۲. اصلاح WPS (Procedure Specification)
| پارامتر | مقدار قبلی | مقدار اصلاحشده |
|---|---|---|
| Preheat Temperature | ۱۰۰–۱۵۰°C | ۱۵۰–۲۰۰°C |
| Interpass Temperature | ≤ ۲۵۰°C | ≤ ۳۰۰°C |
| Heat Input (Max) | ۱.۵ kJ/mm | ۲.۰ kJ/mm |
| PWHT | انجام نشده | انجام شود |
| PWHT Temperature | N/A | ۶۲۰–۶۶۰°C |
| PWHT Holding Time | N/A | ۱ ساعت / اینچ |
🔹 ۳. تغییر تیم جوشکاری
- جوشکار قبلی به دلیل عدم انطباق با الزامات پروژه جایگزین شد
- جوشکار جدید با آزمون عملی (Performance Qualification) تحت نظر بازرس ارشد تأیید صلاحیت شد
- نتیجه: بهبود کیفیت جوش در اتصالات بعدی
🔹 ۴. انجام PWHT (Post Weld Heat Treatment)
| پارامتر | مقدار |
|---|---|
| دمای PWHT | ۶۵۰°C ± ۱۵°C |
| مدت زمان نگهداری | ۲ ساعت |
| نرخ گرمایش | ≤ ۲۰۰°C/h |
| نرخ سرمایش | ≤ ۲۵۰°C/h |
| نتیجه | کاهش تنشهای پسماند و کاهش سختی HAZ به محدوده HV ۲۰۰–۲۲۰ |
🔹 ۵. اصلاح تکیهگاههای لوله (Pipe Support)
| اقدام | جزئیات |
|---|---|
| افزایش تعداد Support | از ۳ به ۵ تکیهگاه |
| تغییر نوع Support | از Simple به Adjustable Spring Support |
| اصلاح فاصله Support | کاهش فاصله از ۶ متر به ۴ متر |
| نتیجه | کاهش تنشهای خمشی به میزان ۳۰٪ |
🔹 ۶. اصلاح رویههای بازرسی (Inspection Procedure)
- افزایش تعداد بازرسیهای مرحلهای (In-Process Inspection)
- انجام NDT ۱۰۰٪ بر روی کلیه اتصالات جوشی
- ثبت و مستندسازی کلیه پارامترهای جوشکاری
🛡️ فصل هشتم: اقدامات پیشگیرانه (Preventive Actions)
برای جلوگیری از تکرار حوادث مشابه در آینده، اقدامات پیشگیرانه زیر تدوین و اجرا شد:
🔹 ۱. کنترل Heat Input
- نصب دستگاههای مانیتورینگ Heat Input بر روی دستگاههای جوشکاری
- ثبت خودکار پارامترهای جوشکاری (ولتاژ، جریان، سرعت حرکت)
- آستانه هشدار: در صورت خروج از محدوده تعیینشده
- نتیجه: جلوگیری از ورود حرارت بیش از حد به فلز پایه
🔹 ۲. صلاحیت جوشکار (Welder Qualification)
- آزمون صلاحیت اولیه: مطابق ASME Section IX
- آزمون دورهای: هر ۶ ماه یکبار
- بازرسی عملکرد: نظارت بر عملکرد جوشکار در حین کار
- ثبت سوابق: مستندسازی کلیه اطلاعات جوشکاران
🔹 ۳. بازرسی مرحلهای (In-Process Inspection)
| مرحله | روش بازرسی | زمان |
|---|---|---|
| قبل از جوشکاری | VT + Material Verification | قبل از شروع |
| حین جوشکاری | VT + PT (لایههای اولیه) | بین لایهها |
| پس از جوشکاری | VT + PT + MT | بلافاصله |
| پس از PWHT | VT + PT + MT + UT | پس از PWHT |
| پس از هیدروتست | VT + PT + MT | پس از تست |
🔹 ۴. کنترل مواد مصرفی (Material Control)
- PMI (Positive Material Identification) برای کلیه مواد مصرفی
- کنترل Heat Number و مستندسازی
- انبارداری اصولی با رعایت شرایط محیطی
- تأمین از تأمینکنندگان معتبر مانند ایران اتصل آسیا
🔹 ۵. بازرسی قبل از بهرهبرداری (Pre-Commissioning Inspection)
- هیدروتست با فشار ۱.۵ برابر فشار طراحی
- پنوماتیک تست (در صورت نیاز)
- بررسی کامل NDT کلیه اتصالات بحرانی
- ثبت و مستندسازی کلیه نتایج
📖 فصل نهم: درسهای آموختهشده (Lessons Learned)
| ردیف | درس آموختهشده | اهمیت |
|---|---|---|
| ۱ | اهمیت بازرسی مرحلهای | تشخیص عیوب در مراحل اولیه، هزینه تعمیر را کاهش میدهد |
| ۲ | اجرای اجباری PWHT برای کربن استیل | کاهش تنشهای پسماند و جلوگیری از ترکهای هیدروژنی |
| ۳ | کنترل دقیق Heat Input | جلوگیری از تشکیل ساختارهای شکننده در HAZ |
| ۴ | صلاحیت جوشکار | تأثیر مستقیم بر کیفیت نهایی جوش |
| ۵ | طراحی مناسب تکیهگاهها | کاهش تنشهای مکانیکی بر روی اتصالات |
| ۶ | اهمیت مستندسازی | ثبت اطلاعات برای تحلیلهای آتی |
| ۷ | تأمین از تأمینکنندگان معتبر | تضمین کیفیت مواد اولیه |
🔹 چکلیست نهایی برای پروژههای آینده
- ✅ تأیید WPS قبل از شروع جوشکاری
- ✅ صلاحیت جوشکار و بازرس
- ✅ کنترل مواد مصرفی و PMI
- ✅ بازرسی مرحلهای در تمام مراحل
- ✅ انجام PWHT برای جوشهای بحرانی
- ✅ طراحی تکیهگاههای مناسب
- ✅ هیدروتست با فشار مناسب
- ✅ مستندسازی کامل پروژه
🎯 فصل دهم: جمعبندی نهایی
✅ نتیجهگیری کلی
مطالعه موردی انجامشده نشان داد که نشتی در اتصال جوشی زانویی ناشی از ترکیبی از عوامل فنی، انسانی و مدیریتی بوده است:
- عوامل فنی: عدم انجام PWHT، تشکیل ساختار مارتنزیتی شکننده در HAZ، تنشهای پسماند بالا
- عوامل انسانی: عدم صلاحیت کافی جوشکار، عدم رعایت دقیق WPS
- عوامل مدیریتی: عدم نظارت کافی بر فرآیند جوشکاری، عدم انجام بازرسی مرحلهای
🔹 توصیههای کلیدی
| توصیه | شرح |
|---|---|
| 🔹 استانداردهای معتبر | رعایت دقیق ASME B31.3، ASME Section IX، API 570 |
| 🔹 کنترل کیفیت | اجرای برنامه جامع کنترل کیفیت با بازرسی مرحلهای |
| 🔹 آموزش | آموزش مستمر جوشکاران و بازرسان |
| 🔹 تأمینکننده معتبر | همکاری با تأمینکنندگان دارای تأییدیه مانند ایران اتصل آسیا |
| 🔹 مستندسازی | ثبت کامل کلیه اطلاعات پروژه |
💡 پیام نهایی
"پیشگیری از نشتی، همیشه ارزانتر از تعمیر آن است. سرمایهگذاری در کیفیت جوشکاری و بازرسی، بهترین سرمایهگذاری برای تضمین ایمنی و تداوم تولید است."
❓ پرسشهای متداول (FAQ)
۱. چرا اتصالات جوشی نشتی میدهند؟
نشتی در اتصالات جوشی معمولاً به دلایل زیر رخ میدهد: عیوب جوش (Lack of Fusion، Porosity، ترک)، تنشهای مکانیکی (ناشی از طراحی نامناسب Support یا انبساط حرارتی)، فرآیند جوشکاری نامناسب (Heat Input بالا، عدم Preheating و PWHT)، مواد مصرفی نامرغوب
۲. رایجترین علت نشتی در خطوط لوله چیست؟
بر اساس آمار صنعتی، رایجترین علت نشتی، ترکهای ناشی از هیدروژن (Hydrogen Cracking) در ناحیه HAZ به دلیل عدم انجام PWHT و سرد شدن سریع جوش است.
۳. چگونه نشتی جوش را تشخیص دهیم؟
روشهای تشخیص نشتی شامل موارد زیر است: بازرسی چشمی (VT) برای تشخیص نشتیهای قابل مشاهده، تست نفوذ مایعات (PT) برای تشخیص ترکهای سطحی، تست فراصوت (UT) برای تشخیص عیوب داخلی، رادیوگرافی (RT) برای تشخیص عیوب حجمی، هیدروتست برای تشخیص نشتی تحت فشار
۴. آیا Hydrotest همه نشتیها را مشخص میکند؟
خیر. هیدروتست فقط نشتیهای فعال را در زمان تست مشخص میکند. عیوبی مانند ترکهای زیرسطحی یا عیوب جوش که در زمان هیدروتست نشتی ندارند، ممکن است پس از مدتی بهرهبرداری منجر به نشتی شوند.
۵. آیا PWHT مانع ترک میشود؟
بله. PWHT (Post Weld Heat Treatment) با انجام وظایف زیر از ایجاد ترک جلوگیری میکند: کاهش تنشهای پسماند، کاهش سختی HAZ، تخلیه هیدروژن از ناحیه جوش، بهبود ریزساختار
۶. تفاوت Porosity و Lack of Fusion چیست؟
Porosity: حبابهای گاز محبوسشده در جوش – تشخیص با RT به صورت لکههای گرد تیره
Lack of Fusion: عدم اتصال لایههای جوش به یکدیگر – تشخیص با RT به صورت خط تیره بدون تداوم
۷. بهترین روش NDT برای تشخیص نشتی چیست؟
بهترین روش به نوع عیب بستگی دارد:
ترکهای سطحی ← PT یا MT
ترکهای زیرسطحی ← UT (Angle Beam)
عیوب حجمی (Porosity, Slag) ← RT
عیوب ریشه جوش ← RT یا UT
۸. چگونه از نشتی مجدد جلوگیری کنیم؟
برای جلوگیری از نشتی مجدد:
✅ کنترل دقیق پارامترهای جوشکاری (Heat Input، Preheating)
✅ انجام PWHT برای جوشهای بحرانی
✅ بازرسی مرحلهای در تمام مراحل جوشکاری
✅ طراحی مناسب Pipe Support و لحاظ انبساط حرارتی
✅ تأمین مواد مصرفی از تأمینکنندگان معتبر (ایران اتصل آسیا)
🏭 ایران اتصل آسیا – تأمینکننده معتبر اتصالات جوشی
با بیش از ۳۰ سال تجربه در تولید اتصالات جوشی با کیفیت بالا مطابق با استانداردهای بینالمللی
برای مشاوره و استعلام قیمت با ما تماس بگیرید.